반응형
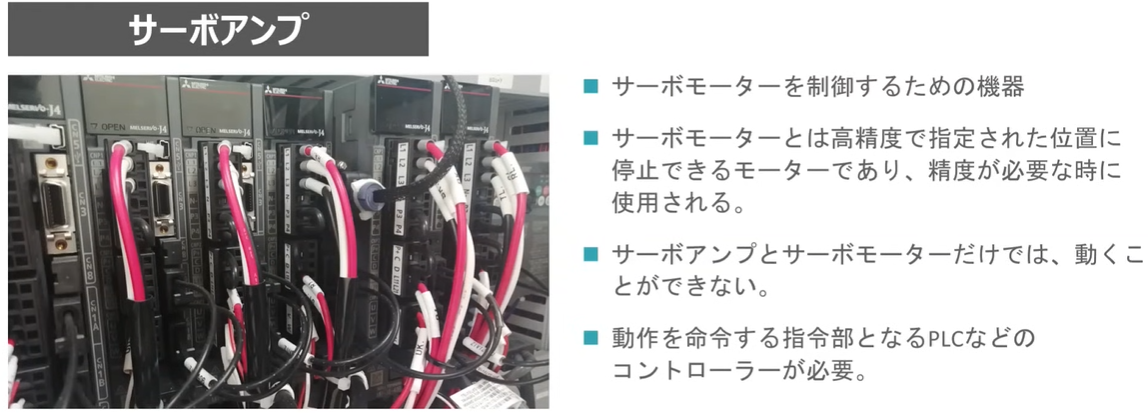
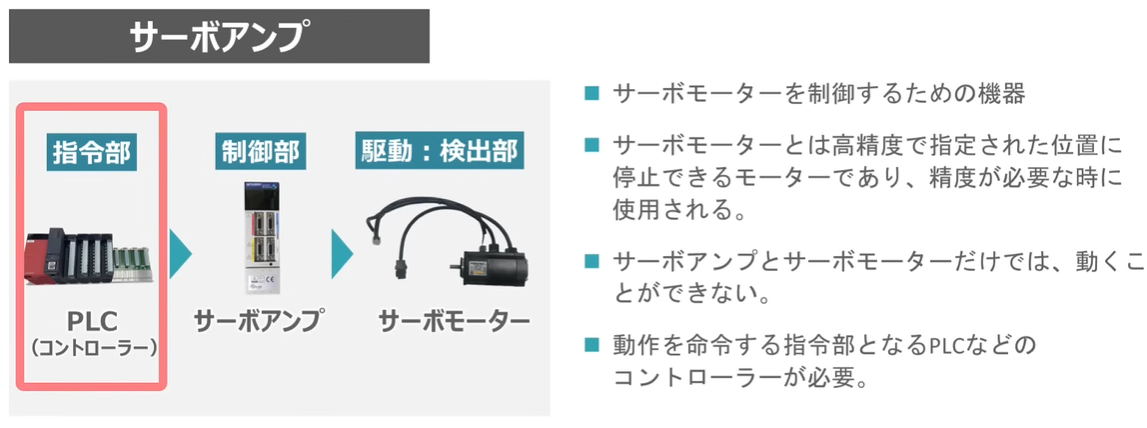
MR-J4S-200B-KS020은 미쓰비시 전기의 MELSERVO-J4 시리즈에 속하는 서보 앰프로,
2kW의 정격 출력을 제공합니다.
이 모델은 SSCNET III/H 인터페이스를 통해 고속 시리얼 통신을 지원하며,
통신 주기는 0.222ms, 0.444ms, 0.888ms로 설정할 수 있습니다.
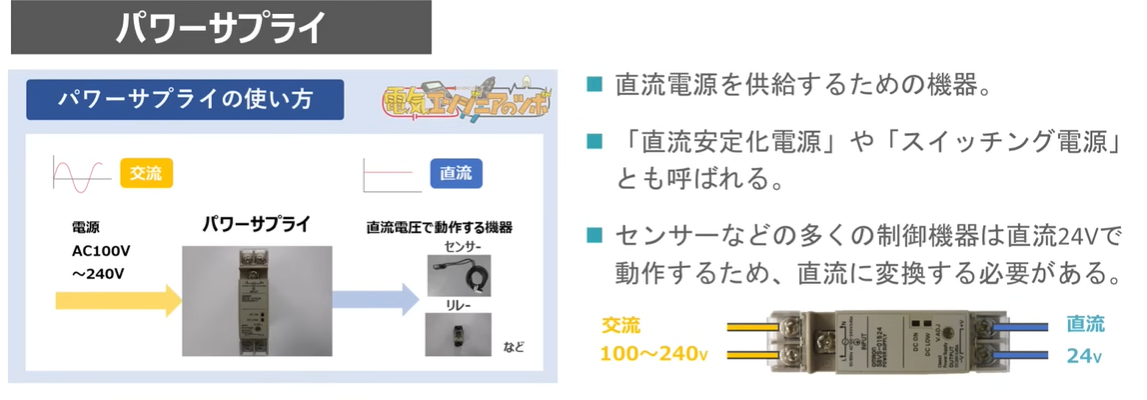
주 회로 전원 입력은 삼상 AC 200~240V, 50/60Hz를 사용하며, 정격 전류는 10.5A입니다.
제어 회로 전원 입력은 단상 AC 200~240V, 50/60Hz로, 정격 전류는 0.2A입니다.
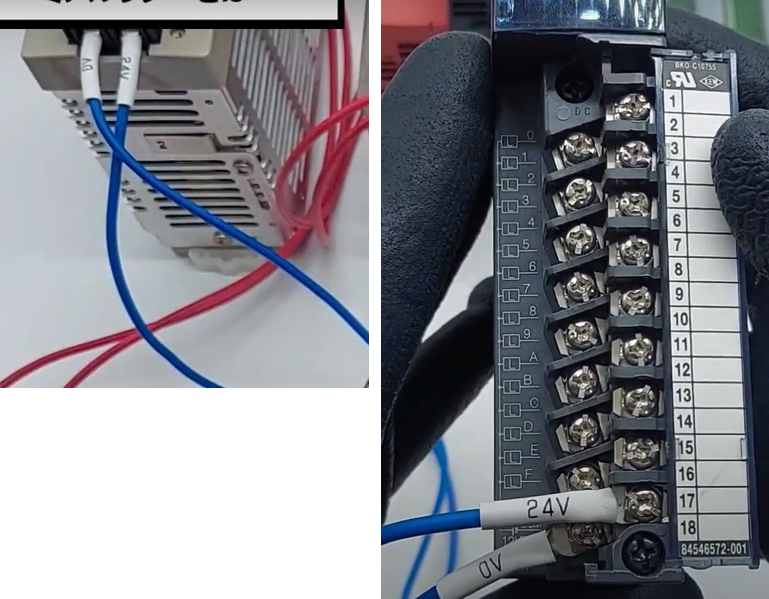
또한, 인터페이스용 전원으로 DC 24V ±10%를 사용하며, 필요한 전류 용량은 0.3A입니다.
이 서보 앰프는 정현파 PWM 제어 방식의 전류 제어를 채택하여 높은 응답성과 정밀도를 제공합니다.
내장된 다이나믹 브레이크와 재생 저항을 통해 안전하고 효율적인 동작이 가능하며,
STO(안전 토크 차단) 기능을 지원하여 안전성을 높였습니다.
MR-J4S-200B-KS020 모델은 특수 코팅이 적용되어 있어 다양한 환경에서 안정적인 성능을 발휘합니다.
이러한 특징들을 통해 MR-J4S-200B-KS020 서보 앰프는 고정밀도와 고속 응답이 요구되는
다양한 산업 자동화 분야에서 활용될 수 있습니다.
'PLC자료' 카테고리의 다른 글
| 미쯔비시 PLC 통신 케이블 (0) | 2025.03.04 |
|---|---|
| PLC + PC Ethernet 케이블 접속 (미쯔비시 plc 내부 포트를 사용한 설정 방법) (0) | 2025.02.20 |
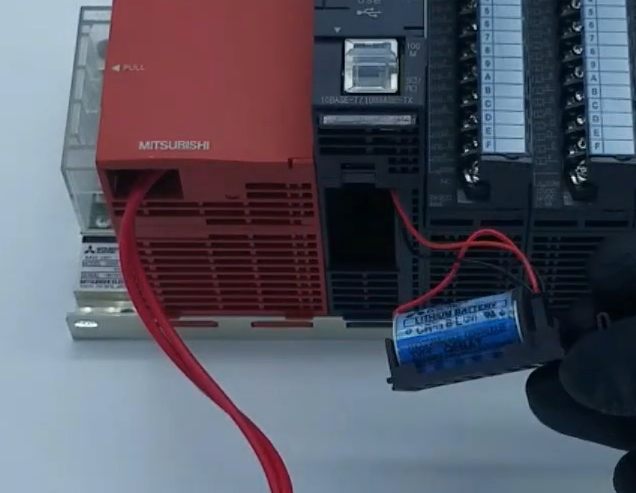
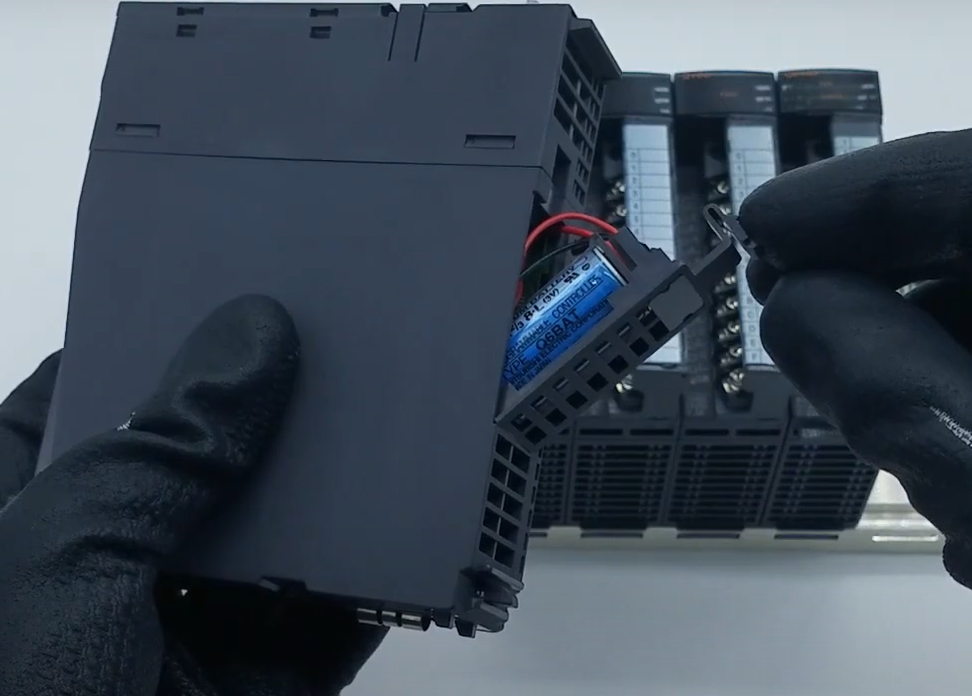
| [PLC] PLC 밧데리 교환 방법 (미쯔비시 Q시리즈) (0) | 2025.02.14 |
| [PLC] 미쯔비시 Q시리즈 PLC 시간 수정 방법 (GX WORKS2) (0) | 2025.02.14 |
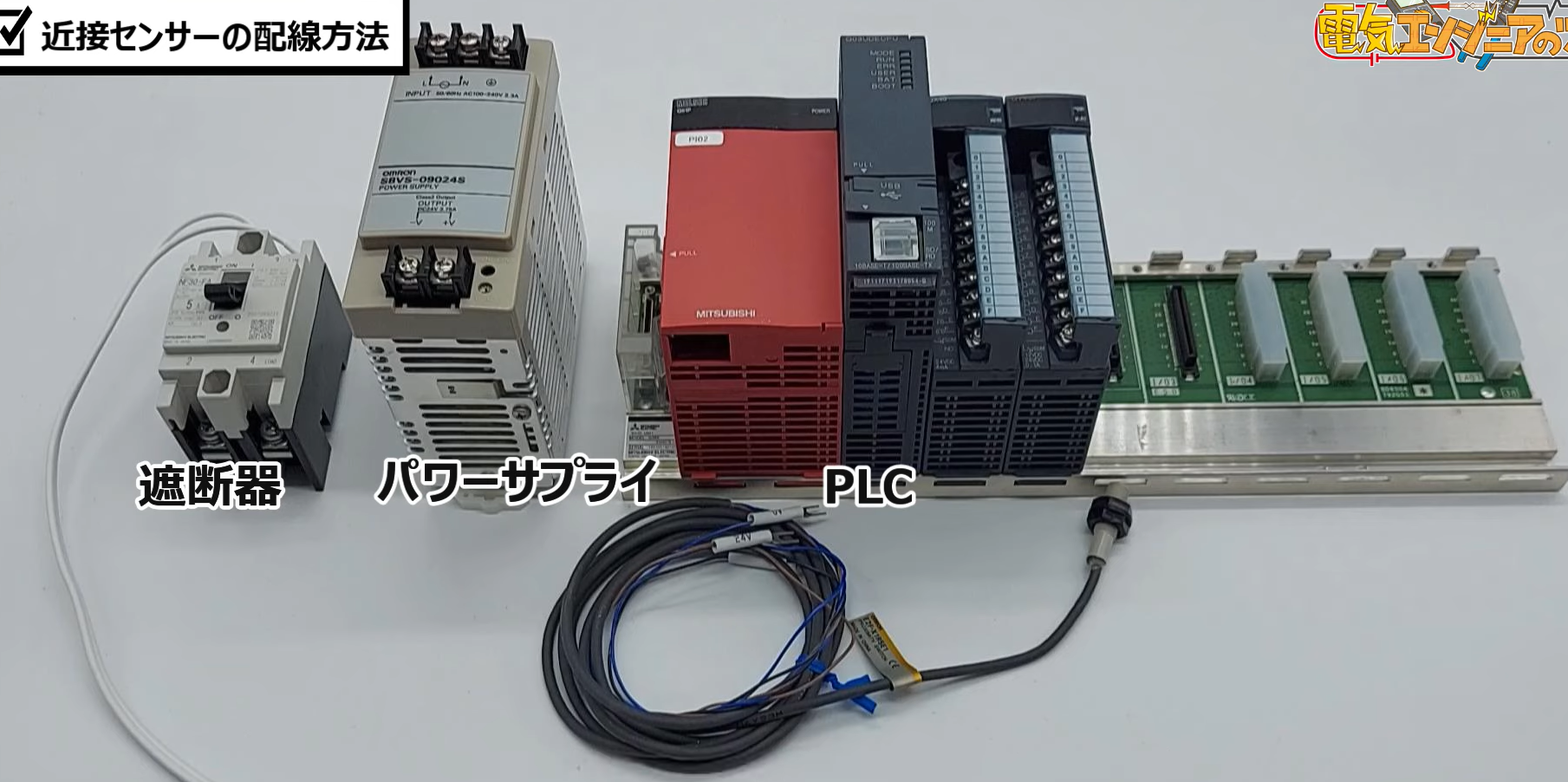
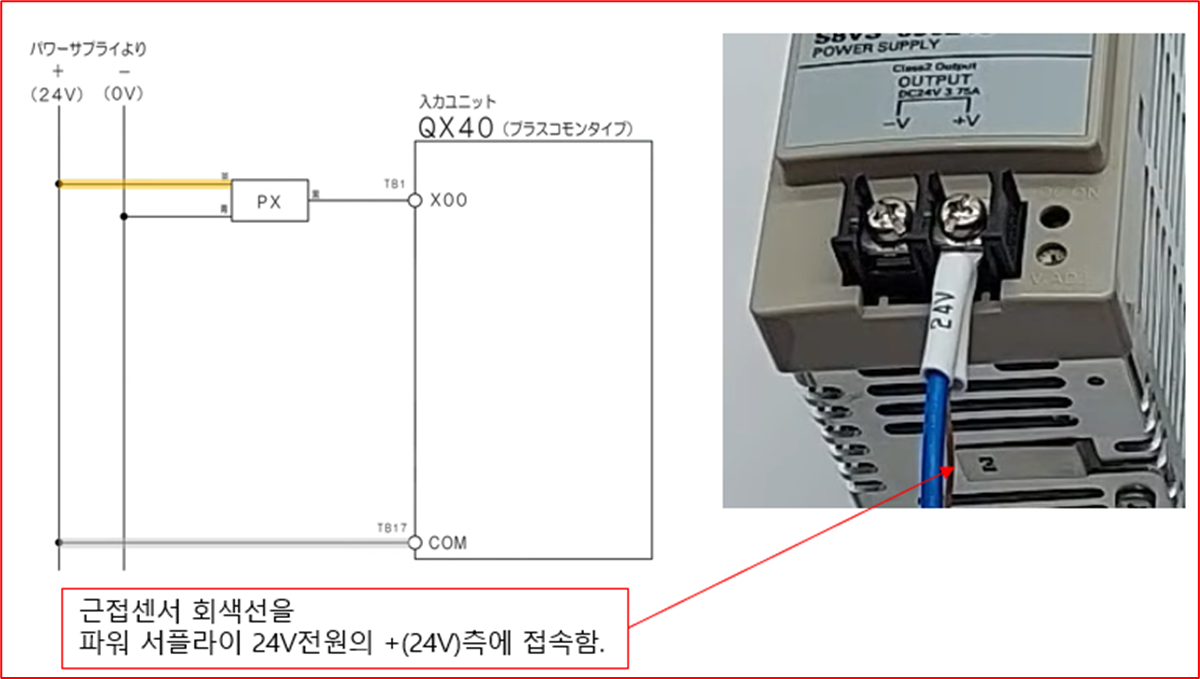
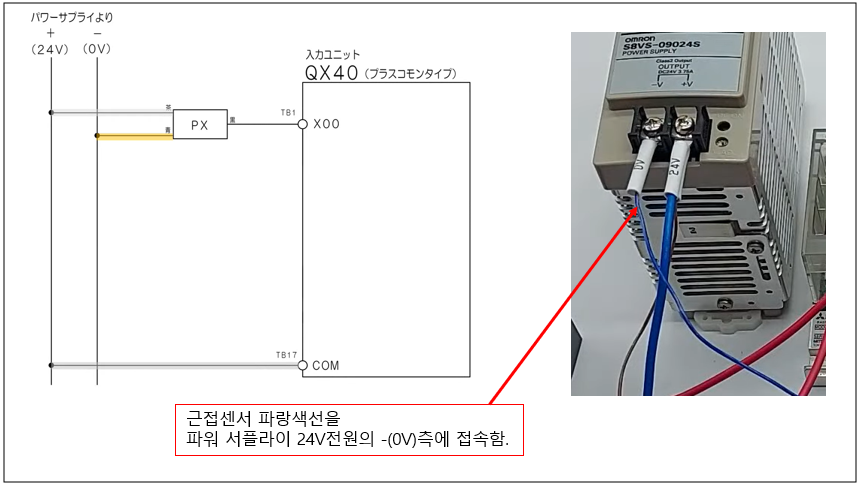
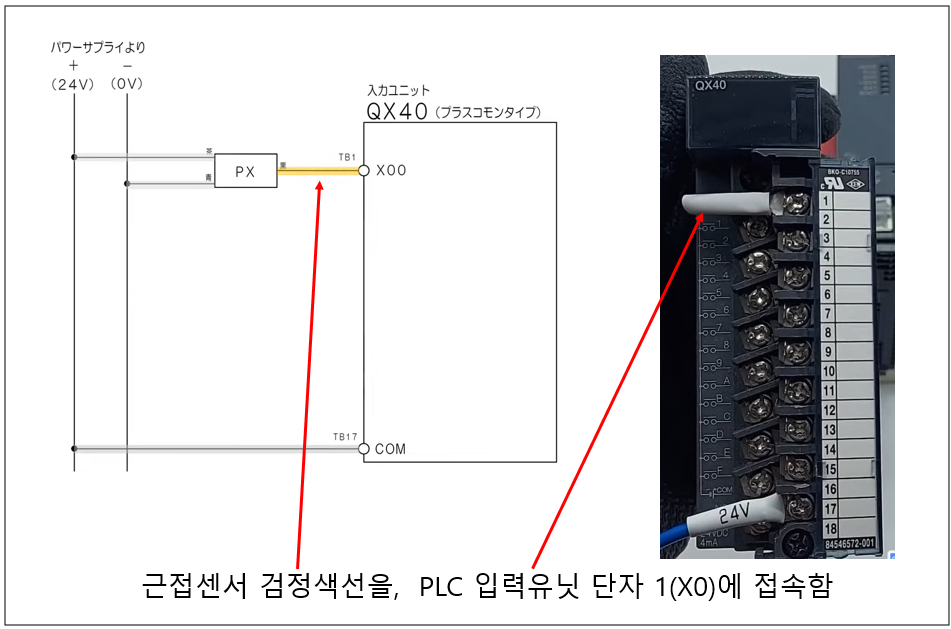
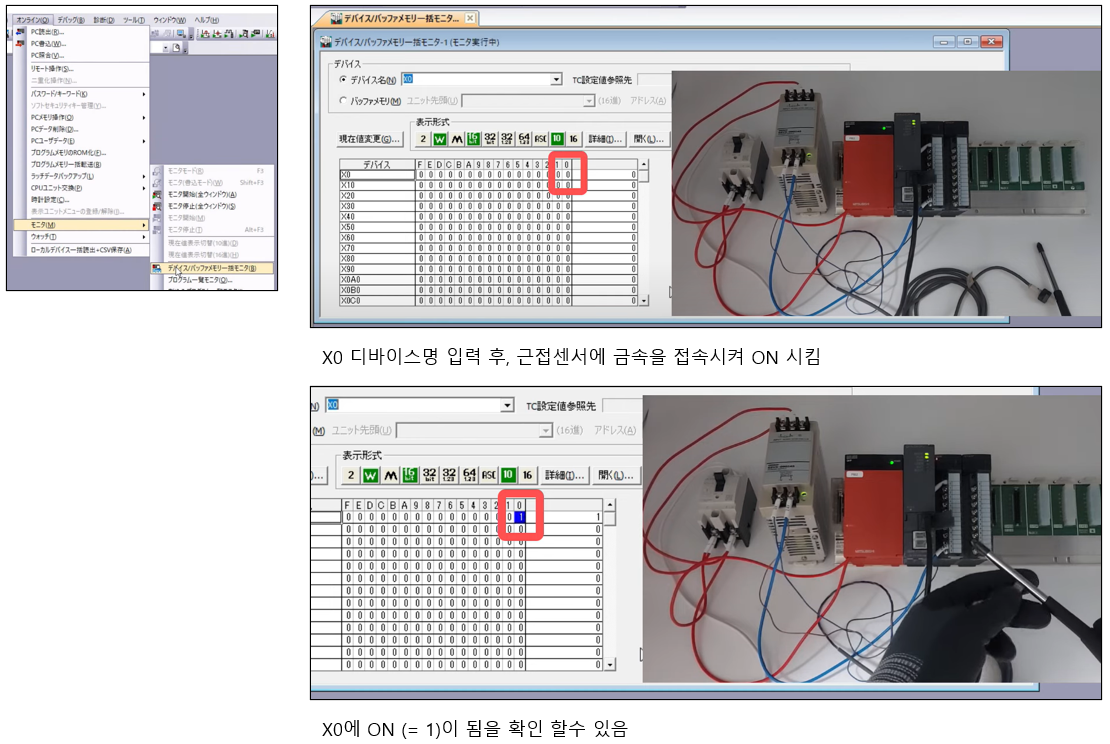
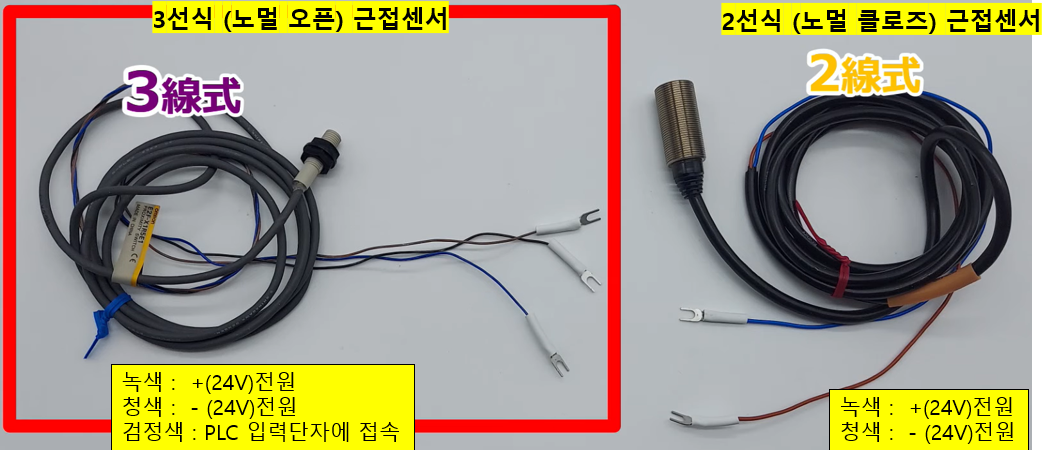
| [PLC배선] 근접 센서 2선식, 3선식과 PLC 배선 방법 (0) | 2025.02.13 |