반응형
Mitsubishi MR-J4 시리즈 서보 앰프 (예: MR-J4-100B4-E) 기준으로
대표적인 서보 알람 조건을 정리한 것입니다.
| 알람 코드 (AL.xx) |
알람 내용 | 설명 및 원인 | 대응 방법 |
| AL.01 | 과전류 알람 (Overcurrent) |
출력 전류가 정격 이상으로 흐름 (예: 급정지, 부하 과다, 접속 불량 등) |
기계 부하 확인, 배선 점검, 감속률 조정 등 |
| AL.02 | 과속도 알람 (Overspeed) |
속도가 지정된 최대 속도 이상으로 상승함 | 명령 값 확인, 피드백 이상 여부 확인 |
| AL.04 | 엔코더 이상 (Encoder error) |
엔코더 신호 이상, 케이블 불량 등 | 엔코더 케이블 확인, 커넥터 접촉 상태 점검 |
| AL.07 | 과전압 알람 (Overvoltage) |
서보 앰프에 인가되는 전압이 기준 이상 | 회생 저항 확인, 전원 전압 안정성 점검 |
| AL.08 | 저전압 알람 (Undervoltage) |
입력 전압이 기준 이하로 떨어짐 | 전원 확인, 안정된 전원 공급 필요 |
| AL.09 | 과발열 알람 (Overheat) |
서보 앰프 또는 모터 내부 온도 상승 | 냉각팬 확인, 환기 환경 점검, 지속 운전 부하 확인 |
| AL.10 | 서보 앰프 RAM 이상 | 내장 메모리 이상 또는 통신 오류 | 앰프 재시작, 교체 필요 가능성 |
| AL.12 | 브레이크 제어 이상 (Brake release) |
브레이크 릴레이 제어 미동작 또는 피드백 신호 이상 |
브레이크 SSR/릴레이 확인, 24V 회로 점검 |
| AL.15 | 통신 이상 (SSCNETⅢ 연결 불량) |
서보 컨트롤러와의 통신 단절 | 광케이블 접속 확인, 경로 점검 |
| AL.37 | 모터 결선 이상 | U/V/W 선 결선 오류, 단선 등 | 배선 상태 점검, 정렬 |
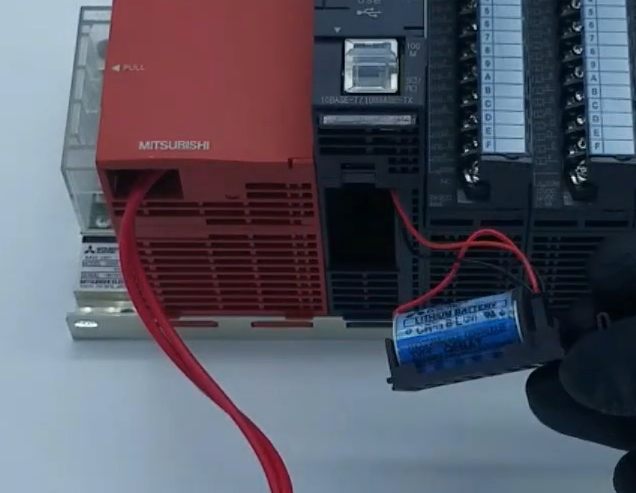
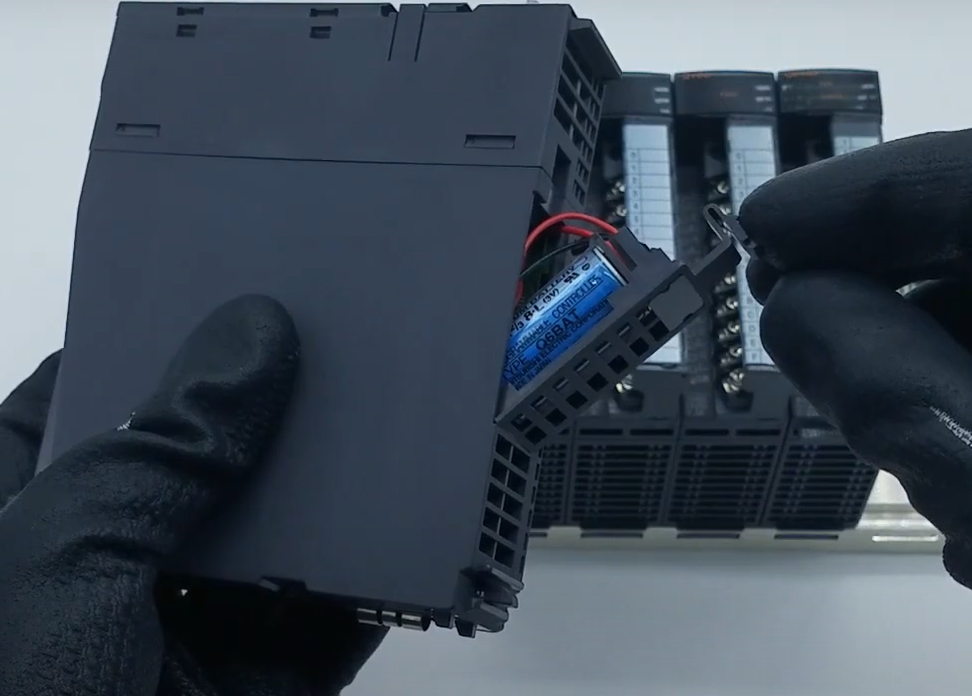
| AL.60~AL.64 | 배터리 이상/경고 | 엔코더 백업 배터리 전압 저하 | 배터리 교체 필요 |
📌 일반적인 원인 및 점검 포인트
항목점검 포인트
| 전원 문제 | MCB, 누전차단기(NF), 서보 앰프 전원 단자 연결 상태 |
| 통신 문제 | SSCNET 광통신 포트 연결 상태 (포트 순서, 끼움 상태 등) |
| 브레이크 회로 | SSR 및 릴레이 동작 여부, 24V DC 전원 인가 여부 |
| 모터 배선 | U/V/W 상 순서 확인, 단선 또는 접속 불량 여부 |
| 냉각 | 팬 정지 여부, 먼지 축적, 외부 온도 확인 등 |
🧰 서보 알람 대응 절차 (기본)
1. 알람 코드 확인 (AL.xx 형태로 표시됨)
2. 해당 코드의 원인 파악
3. 기계/배선 상태 점검
4. 알람 리셋 (전원 재인가 or 외부 알람 리셋 신호)
5. 문제가 지속될 경우 서보 앰프 또는 모터 교체 고려
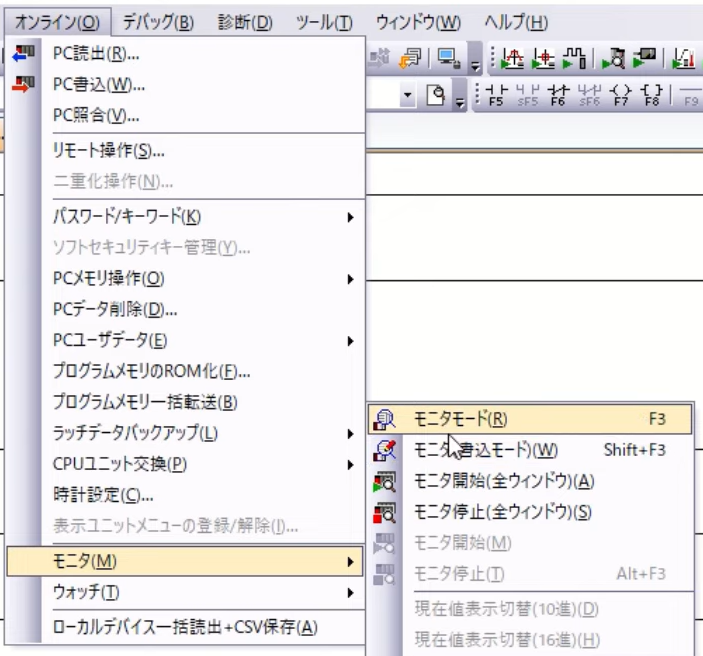
🛠 알람 리셋 방법
- 디지털 입력으로 리셋 : 알람 발생 후, 알람 리셋 신호 (ALM-RST 입력) 100ms 이상 ON
- 프론트 패널에서 수동 리셋 가능 (버튼 누르기)
- 통신 제어로 리셋 (SSCNET): PLC나 컨트롤러에서 알람 리셋 명령 전송
🔒 참고 사항
- 알람이 빈번하게 발생한다면, 기계의 설계 부하 조건 또는 제어 파라미터 (예: 게인, 속도 제한 등)를 재검토해야 합니다.
- 통신형 제어 시스템에서는 한 축의 알람이 전체 시스템에 영향을 줄 수 있음에 주의해야 합니다.
'PLC자료' 카테고리의 다른 글
| GX Works2 프로그램 수정 방법 (0) | 2025.05.14 |
|---|---|
| SSCNET 이란 (0) | 2025.05.13 |
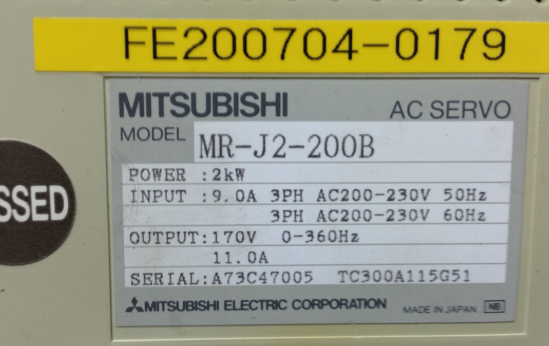
| MR-J2-200B-G (미쯔비시 AC서보모터) (0) | 2025.05.12 |
| 미쯔비시 PLC 통신 케이블 (0) | 2025.03.04 |
| PLC + PC Ethernet 케이블 접속 (미쯔비시 plc 내부 포트를 사용한 설정 방법) (0) | 2025.02.20 |